
Гарачае цынкаванне рашоткавай пласціны са стальной рашоткай заключаецца ў апусканні кампанентаў рашоткавай пласціны са сталёвай рашоткай пасля ачысткі паверхні ў расплаўленую цынкавую вадкасць тэмпературай 460-469 градусаў,
так што кампаненты стальной рашоткі пласціны пакрытыя пластом цынку, таўшчыня якога складае не менш за 65 мкм для тонкай пласціны 5 мм і не менш за 86 мкм для тоўстай пласціны.
Гэты метад абароны стальной рашоткі мае добрую каразійную ўстойлівасць і працяглы тэрмін службы. А абслугоўвання і іншых плюсаў няма.
Такім чынам, на якія ключавыя моманты варта звярнуць увагу планіроўшчыкам і вытворцам гарачаацынкаванай стальной пліты?
Увогуле, ёсць наступныя моманты.
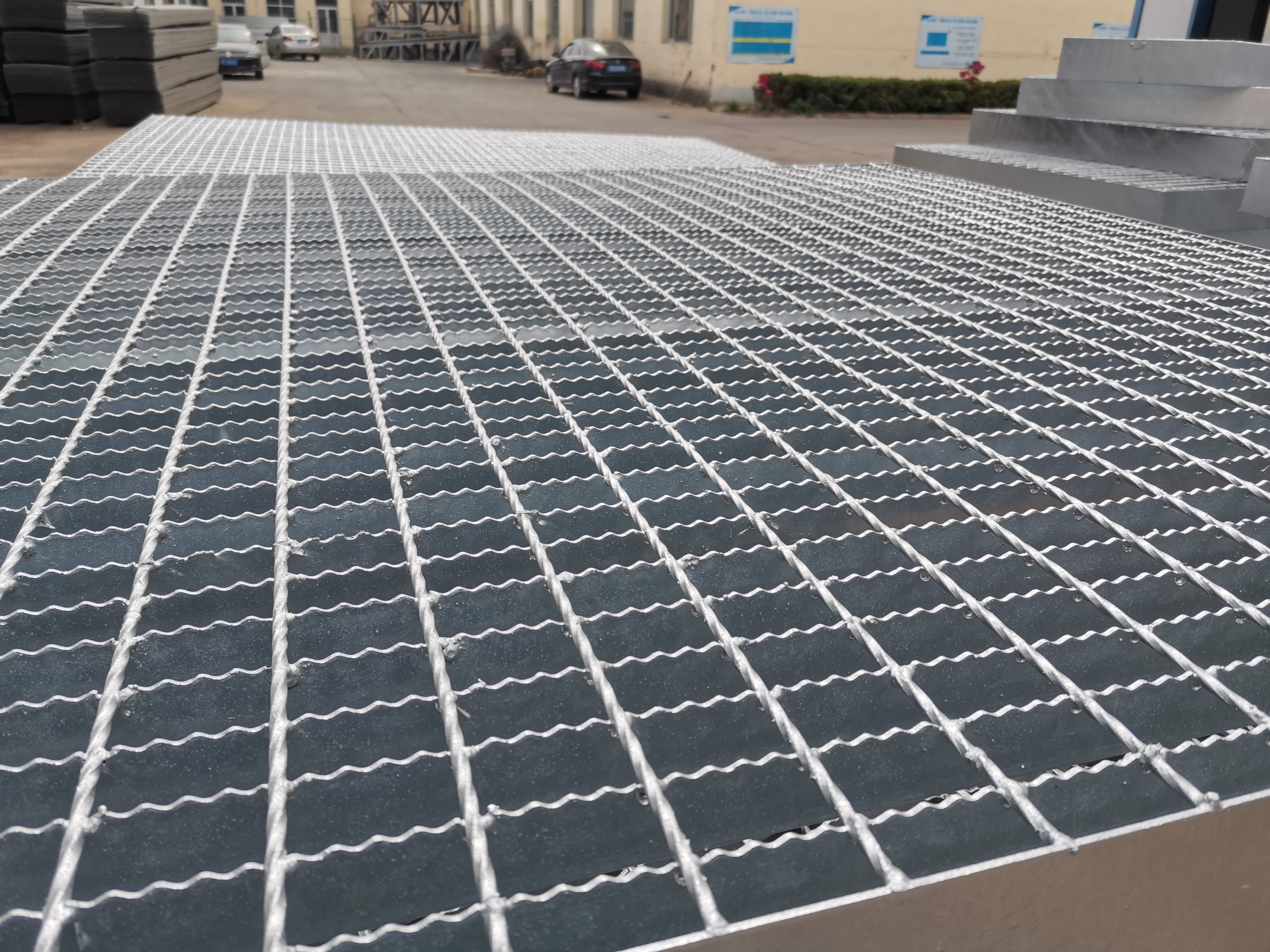
Гарача ацынкаваная сталёвая рашоткаПланіроўшчыкі і вытворцы рашотак павінны звярнуць увагу на наступны ключ:
1: Што тычыцца знешняга выгляду апрацоўкі матэрыялу, першым працэсам апрацоўкі цынку гарачым апусканнем з'яўляецца выдаленне іржы, а затым ачыстка. Гэтыя два працэсу не завершаны дасць карозіі пены пакінулі схаваныя праблемы
2: Сталёвая пласціна, якую трэба зварыць, павінна звярнуць увагу на працэс ачысткі ацынкаванай кіслаты ад незаваранай часткі да ўнутранага апускання,
але таксама трэба ачысціць пырскі, якія ўзніклі падчас зваркі. Іншыя, каб пазбегнуць з'яўлення цяжка ачысціць зварачнага дзындры, пакрытыя пырскамі, каб пазбегнуць агента, а затым у зварцы.
3: форма сталёвай пласціны складаная, лёгка можа выклікаць дэфармацыю і пашкоджанне, павінна быць ацынкавана адпаведна.
4: Паколькі сталёвая пласціна прымацаваная да паверхні прымешак, неабходна апрацаваць яе перад цынкаваннем. Запланаваная калегамі форма стальной рашоткі павінна быць аднастайнай па таўшчыні
5: планіроўшчыкі сталёвага ліста павінны ўлічваць змяненне механічнай трываласці да і пасля ацынкавання і паўторную апрацоўку сталёвага ліста пасля ацынкавання.
Час публікацыі: 4 жніўня 2022 г